服务热线:15166580844

更新时间:2025-02-12 15:56:04 浏览次数:2 公司名称:聊城 格瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
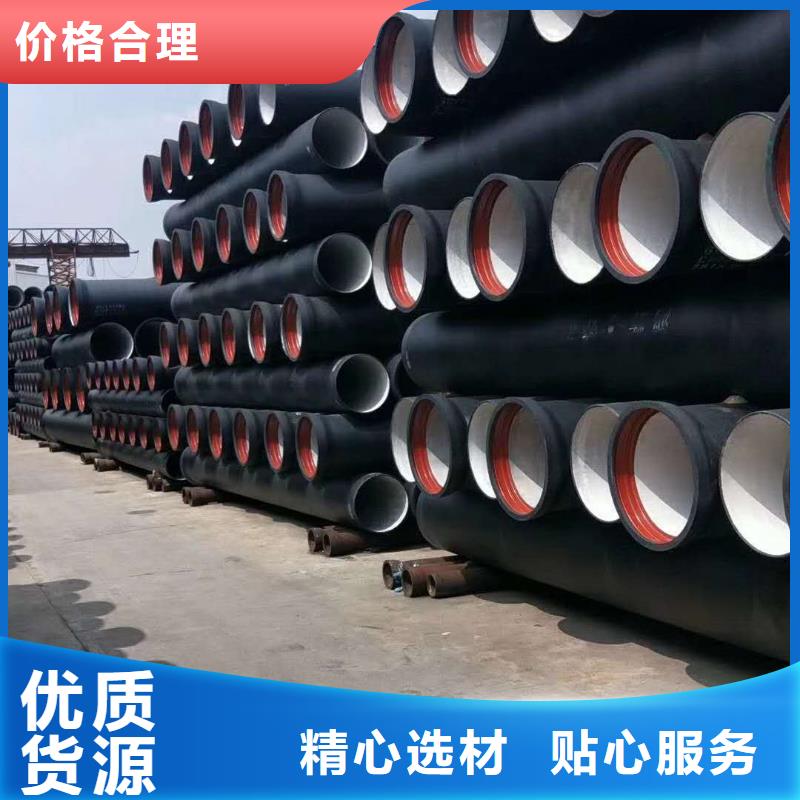
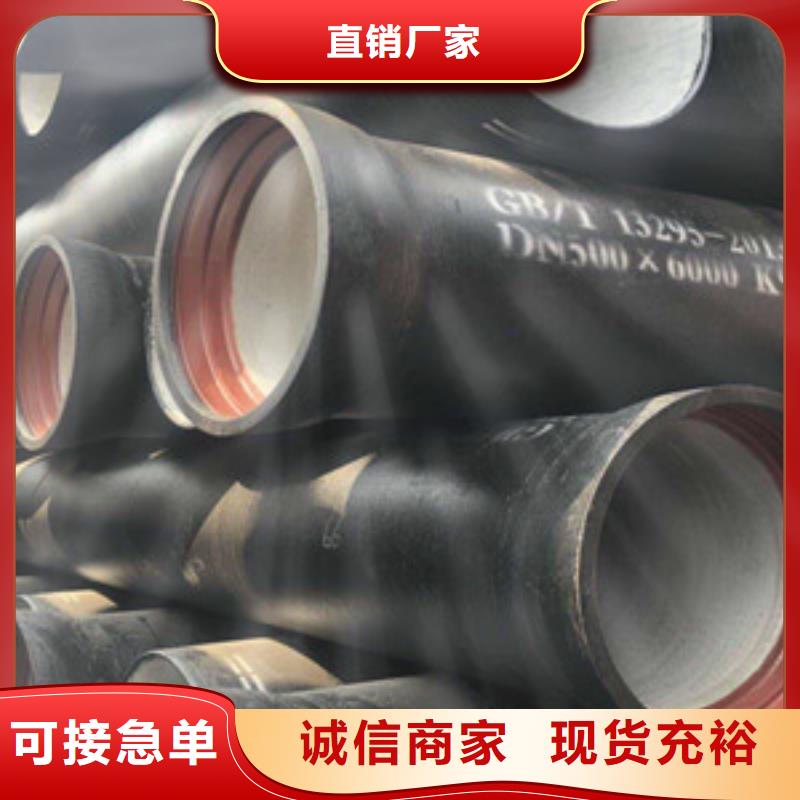
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |
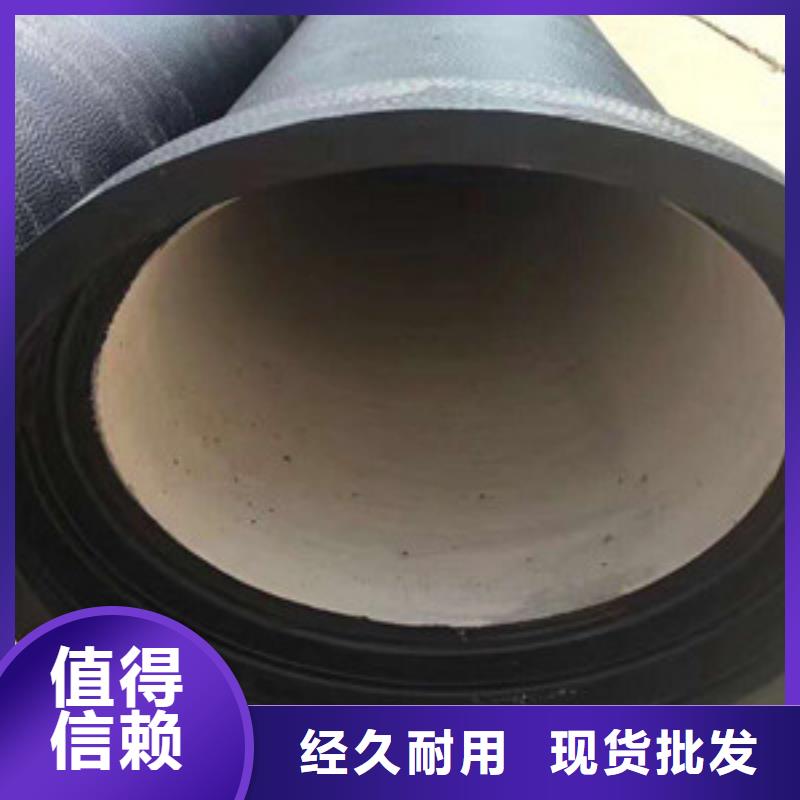




球墨铸铁管安装施工一般如何收费呢,铸铁下水管由于大部分时间是没有压力的,很容易修补,可以:修补污水管漏水的方法是 用抱箍夹紧夹板(夹板与污水管之间沐点油灰)。外面马路上修水管全是这类方法球墨铸铁管安装前后的检测中,任选足够数量的材料和组成件进行检验按规定验证其是否完全符合铸铁管道规格并完好无损。对于管道焊接应包括焊工所作的焊缝进行检测,检验加工件的纵向焊缝但对那些本规范认可的组成件上的焊缝可不检。砂箱的负压抽气方式我们采用的是底抽和侧抽相结合的方式。干砂选用海砂,粒度为20/40目,采用雨淋式加砂与柔性加砂相结合的加砂方式。这样可以避免对模型造成强烈的冲刷,损坏泡沫模样和涂料层。加砂方式采用雨淋式加砂为主,柔性加砂为辅。采用可变频的三维振实台来造型装箱。

球墨铸铁管更为重要的是,铸件的硬度均匀、切削性能显著改善。在此基础上,国际标准ISO 1083《球墨铸铁分类》2004年修订时,补充了一项“高硅球墨铸铁”的牌号JS500-10。球墨铸铁管件都是由控制基体组织中铁素体与珠光体所占的份额、以确保力学性能符合要求来实现的。一般说来,生产这类球墨铸铁件时,球墨铸铁管 随着对球墨铸铁认识的逐渐深入,十多年前,欧洲就开始注意到硅在球墨铸铁中强化铁素体的作用,瑞典的研究工作发现:用途很广的500-7牌号球墨铸铁中,将硅含量提高到3.5%,基体组织全部是铁素体,不仅可以在保持抗拉强度在500MPa的条件下提高伸长率,应力求通过控制铸铁的化学成分和生产过程中的各项工艺条件,使铸件的铸态组织符合要求,以避免费时、耗能的热处理工序。 在工艺控制不足以确保铸铁强度的情况下,加入少量铜、镍之类的合金元素,也是常用的应对措施,但是,这样做,既提高了生产成本,还要耗用珍贵的资源。 
球墨铸铁管现在已经大批量运用在市政运输水、汽、石油等材料,为资源缺乏的地区提供了便利,也为我们 的发展提供了很好的方法。给水球墨铸铁管,的运输管道。接下来我们来说一说给水球墨铸铁管连接方式问题型内孕育有多种方法,由于给水球墨铸铁管采用柔性接头 施工操作较为方便 可提高施工效率、 改善施工条件、 降低施工成本 而且接口大部分采用胶圈连接操作简便 能缩短工期降低施工造价。型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达80%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得 的孕育效果。

提高球铁管的入炉温度在过程中,充分利用上一工序结束时物料的余热是节约能源的一个重要途径。根据理论计算,球铁管加热到1000℃,在600℃入炉与25℃入炉相比吨管能耗降低320000kJ,可节约焦炉煤气约20m3或者重油8kg。铸管公司退火炉的退火能力约是现有离心机能力的2倍,为此采取了间歇式集中退火的办法。在退火炉管子上线时保证连续退火的前提下规定热管先入炉,缩短热管的传输时间,使半数管子的入炉温度由环境温度提高到600℃左右。从而提高了管子热送比率和入炉温度,节能效果显著。球墨铸铁管道在山区等爬坡环境中应用时,需求考虑计划,以防止柔性接口脱开,水泥支墩是一种常用的方法。水泥支墩的形状、体积以及放置方位与爬坡的坡度、土壤类型、埋深、管道口径等很多因素有关。在一些偏转视点大的当地,可通过灌装混凝土制造水泥支墩、镇墩的方式实现和确保拐弯处不受水力压力影响导致接口漏水或掉落。


